


摘要:本文分析了桥壳与电火花加工及线切割的异同点,通过实地数据解释定义了相关内容。文章指出电火花加工适用于各种硬材质的加工,包括桥壳制造中的硬材料;而线切割则主要用于金属材料的切割。文章还强调了实地数据的重要性,以准确描述和解释这些加工技术的特点和差异。特别版的内容将更深入地探讨这些技术在实际应用中的细节和注意事项。
本文目录导读:
桥壳是机械制造业中的一个重要部件,广泛应用于桥梁、建筑等领域,在生产制造过程中,桥壳的加工工艺至关重要,电火花加工与线切割是两种常用的加工方法,它们在桥壳制造中具有独特的应用价值,本文将重点探讨桥壳与电火花加工及线切割的异同点,以便更好地了解和应用这两种加工技术。
桥壳概述
桥壳是一种承载结构,其性能要求极高,在制造过程中,桥壳需要经受各种力学测试和检验,桥壳的材质和加工工艺都非常重要,常见的桥壳材料包括钢材、铝合金等,而加工工艺则包括传统的机械切削、磨削以及现代的电火花加工和线切割等。
电火花加工
电火花加工是一种利用电火花放电原理进行材料加工的方法,其特点是可以加工高硬度、高脆性的材料,如金属、陶瓷等,在桥壳制造中,电火花加工主要用于加工复杂的型孔、型腔以及特殊形状的零件,其优点在于加工精度高,适用于小批量、高精度的零件生产,电火花加工的速度较慢,且设备成本较高。
线切割
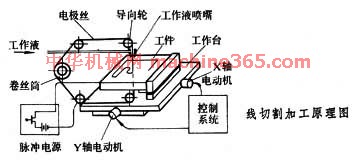
线切割是一种利用细金属丝作为电极,通过通电产生的高温来切割材料的加工方法,线切割适用于各种金属材料,包括硬度较高的钢材,在桥壳制造中,线切割主要用于切割复杂的曲线形状和精确的位置,其优点在于加工精度高,适用于批量生产和自动化加工,线切割的速度较慢,且对于大批量生产而言,成本较高。
桥壳与电火花加工及线切割的异同点
1、异同点分析

(1)加工原理:电火花加工利用电火花放电原理进行材料加工,而线切割则是通过细金属丝的高温来切割材料,两者的加工原理不同,决定了它们在桥壳制造中的不同应用。
(2)应用领域:电火花加工主要用于加工复杂的型孔、型腔和特殊形状的零件,而线切割则主要用于切割复杂的曲线形状和精确位置,两者在桥壳制造中的应用领域有所重叠,但也有所不同。
(3)加工精度与速度:电火花加工和线切割都具有较高的加工精度,但加工速度较慢,在桥壳制造中,需要根据具体的加工需求来选择合适的方法。
(4)设备成本:电火花加工和线切割的设备成本都较高,但电火花加工的设备成本相对较高,在选择加工方法时,需要考虑设备成本的因素。

2、应用中的考虑因素
在桥壳制造中选择电火花加工或线切割时,需要考虑以下因素:
(1)零件的形状和尺寸:对于形状复杂、精度要求高的零件,可以选择电火花加工;对于需要精确切割的零件,可以选择线切割。
(2)材料的性质:对于硬度较高的材料,可以选择电火花加工;对于一般的金属材料,可以选择线切割。
(3)生产批量:对于小批量生产,可以选择电火花加工;对于大批量生产,可以选择线切割以降低成本。
(4)设备条件和成本:在选择加工方法时,还需要考虑设备的条件和成本因素。
桥壳制造中的电火花加工和线切割各具特点,应根据实际需求选择合适的加工方法,了解两者的异同点,有助于更好地应用这两种技术,提高桥壳制造的质量和效率。
 浙ICP备2023031961号-8
浙ICP备2023031961号-8 浙ICP备2023031961号-8
浙ICP备2023031961号-8
还没有评论,来说两句吧...